
水溶性切削油と摺動面オイルの混在
旋盤やマシニングセンタは切削油を吹きかけながら加工を行い、その切削油は循環して再利用されることが一般的です。使用した切削液の中には、加工で生じる金属摩耗粉や、案内面で使用されるオイルが混入しています。(案内面の種類や、使用される油脂に関する説明はこちらをご参照ください。潤滑技術 – 産業オイル編 -オイルで変わる工作機械の加工精度)
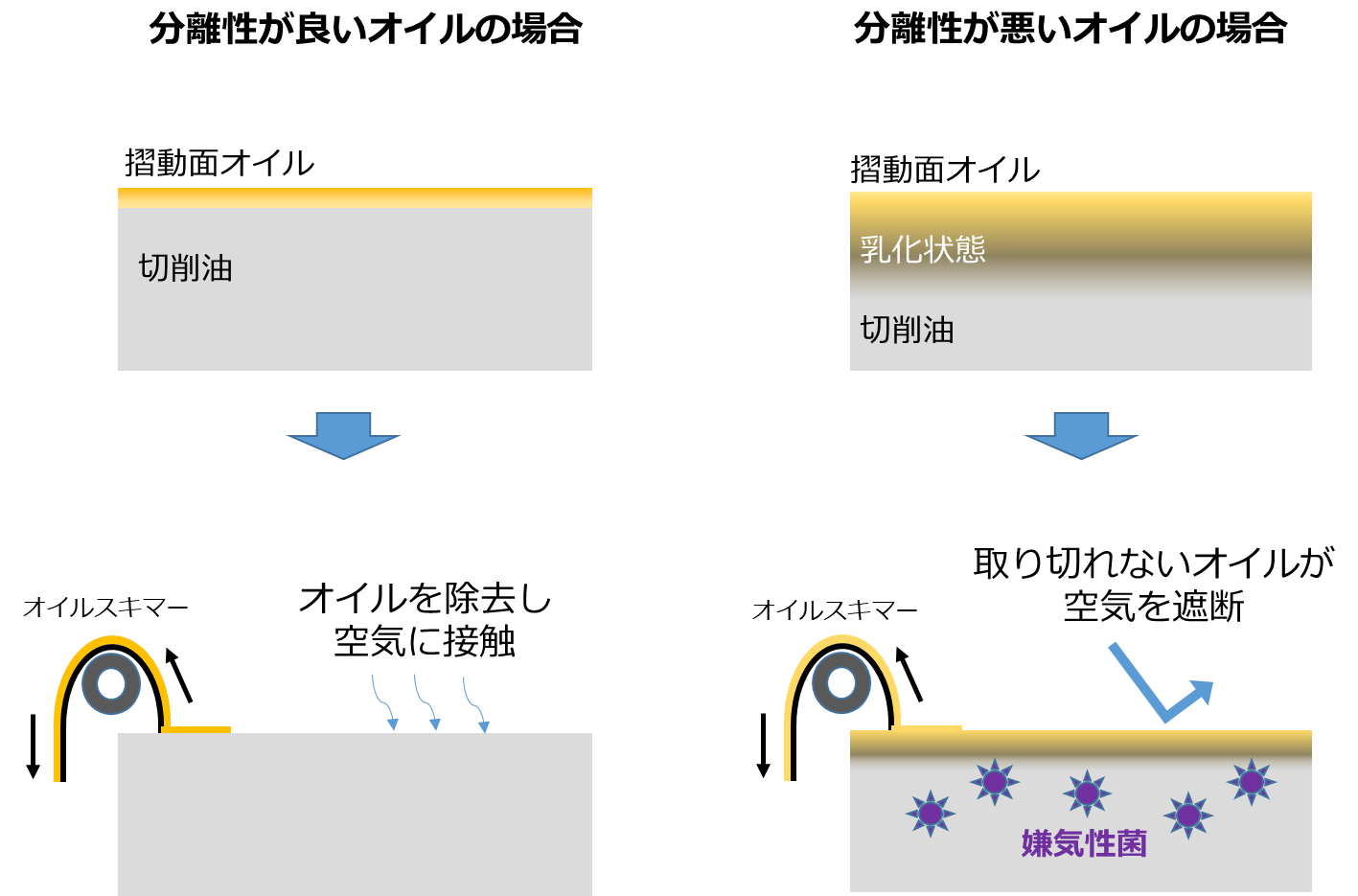
この時、摺動面オイルには切削油と速やかに分離する性能が求められます。分離したオイルはオイルスキマー等を利用し容易に除去することができ、切削油の状態を正常に保つことができます。
では、分離が適切に行われなかった場合、どんな不具合が生じるのでしょうか。
腐敗臭の発生
分離が適切に行われなかった場合の不具合として、悪臭の発生があげられます。切削油を栄養源にした微生物の発生によるものですが、その発生にオイルがどのように関係しているのでしょうか。
まず、最初に活性化するのは「好気性菌」と呼ばれる空気を好む微生物だと言われています。ただ、好気性菌が切削油を食べて排出される成分は主に水や二酸化炭素のため、周囲の環境に大きな影響は出ません。その後、オイルが切削油の表面を覆いはじめると、微生物の発生バランスが変わり始めます。ここで増えるのが「嫌気性菌」と呼ばれる空気を好まない微生物です。この嫌気性菌の排出物には硫化水素(腐卵臭)が含まれるため、周囲に悪臭が広がるのです。
図1. 嫌気性菌の発生イメージ図
その他にも、切削油にオイルが混入することで切削性能に影響が出る可能性もあり、切削油の状態を正常に保つためにも摺動面オイルは素早く分離する必要があります。では、摺動面オイルの分離性能について詳しく見ていきましょう。
水溶性切削油と摺動面オイルとの分離性について
分離性を比較する試験は非常にシンプルで、「オイルと水または切削液を混ぜ合わせて分離するまでの時間を測る」というものです。抗乳化性試験と呼ばれ、オイルと水が混ざった状態である「乳化」状態にならず、速やかに分離するかどうかを確認する試験です。
図2. 抗乳化性試験概要
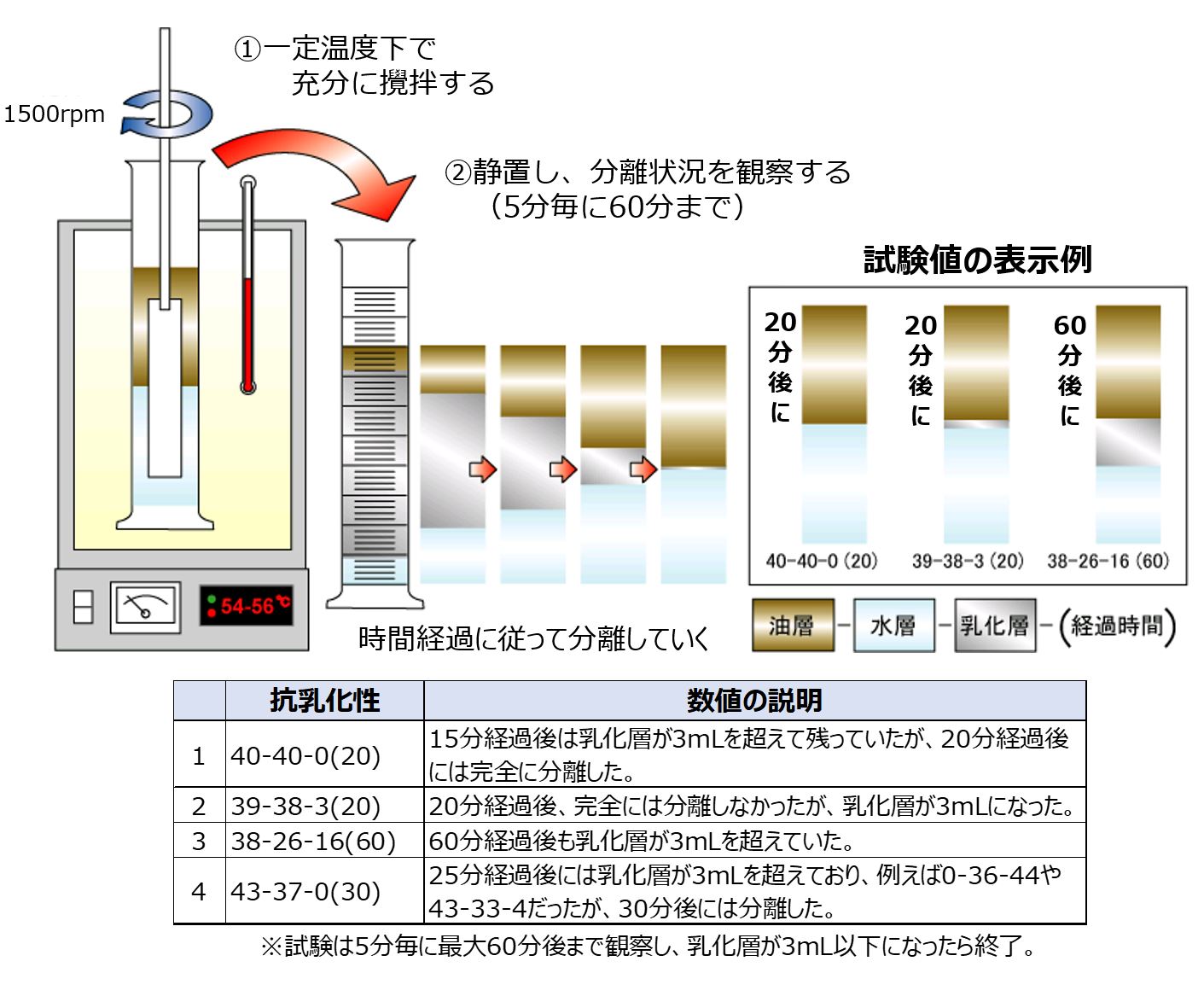
図2のように40mlのオイルと、40mlの水を攪拌し、その分離状況を「油層―水層―乳化層(経過時間)」と表記します。例えば、36-34-10(20)という表記であれば、「攪拌後20分経過したが、油の層が36ml、水の層が34ml、10mlは乳化している」と読み換えることができます。
図3. 抗乳化性試験結果の比較
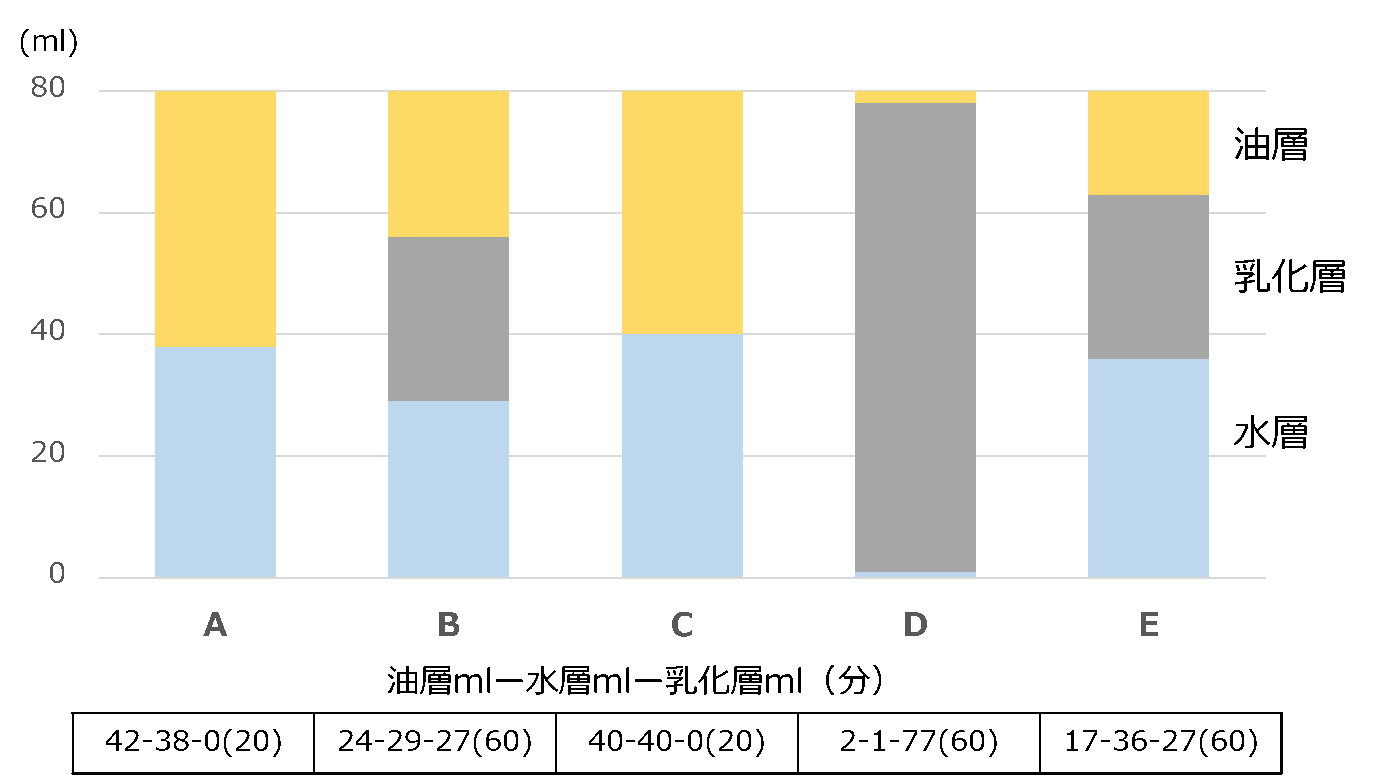
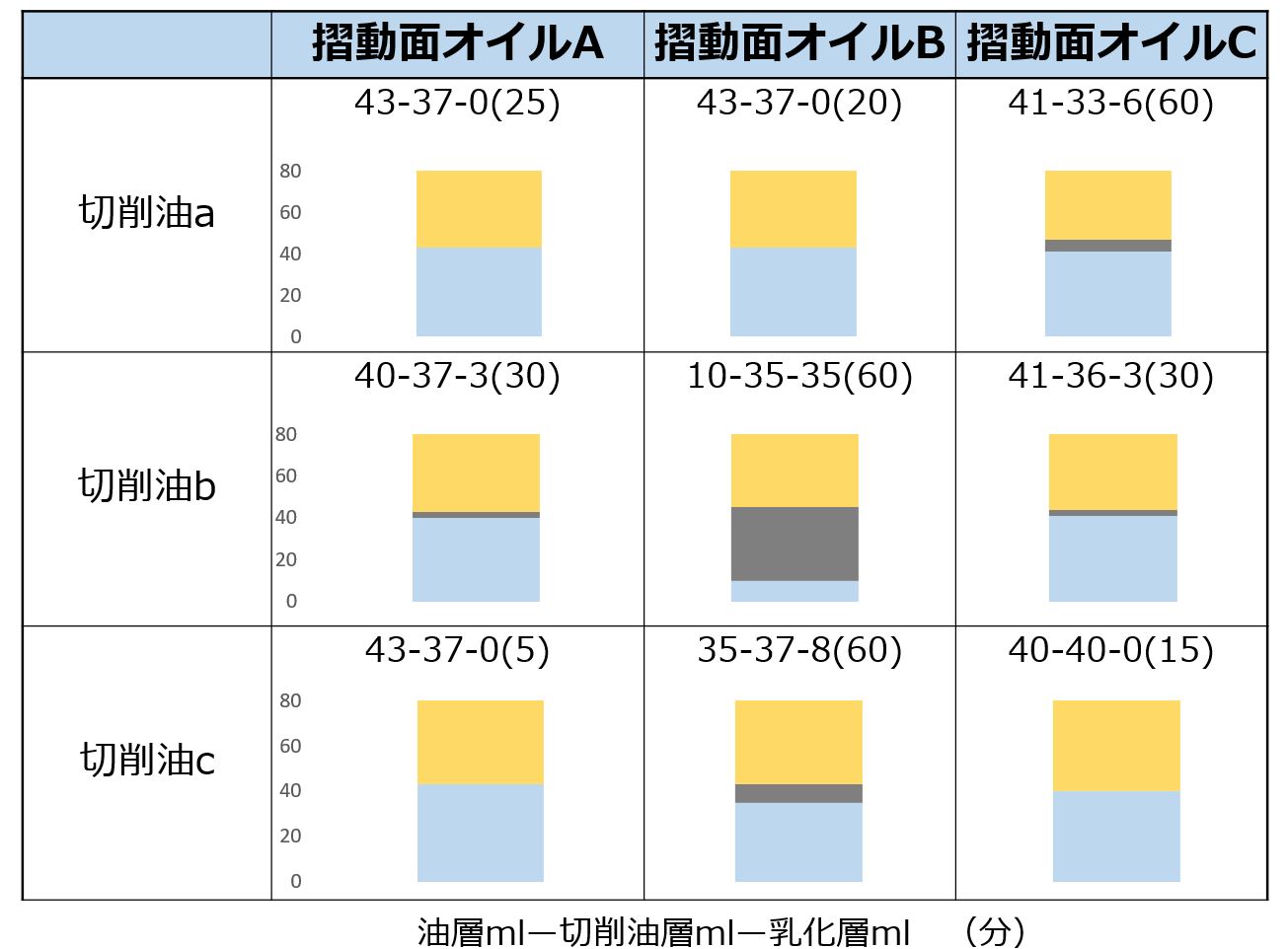
図3にオイルA~Eの結果を並べていますが、水との分離性能はオイルによって異なります。また、切削油との分離性能には相性があり、図4のように、切削油の種類によって分離性能の順位が逆転することがあります。
図4. 切削油との分離性能
まとめ
摺動面オイルには切削油と速やか分離する性能が求められますので、抗乳化性能を確認することが必要です。また、個々の切削油との相性を確認することで、より適切なオイルを選択することができます。
機械メーカーの採用実績No.1の弊社摺動面オイルはこちら:シェルトナS3M
ご不明点ございましたら、下記までお問い合わせくださいますようお願いいたします。
\ 電話窓口 : 9:00-17:30(平日) /
0120-064-315
お問い合わせはコチラ
セミナーや新製品のお知らせがいち早く届く!
メルマガの登録はコチラ