工作機械における案内面とは
様々な部品を加工する機械のことを総称して工作機械と呼び、機械を作る機械としてマザーマシーンと呼ばれることもあります。その中でも切削加工を行う機械には、旋削加工、フライス加工など、加工の種類に応じて数多くの機械が存在します。NC(数値制御Numerically Controlledの略)のプログラミング制御に従って1台であらゆる加工をこなせるマシニングセンタは縦横高さに回転を加えた5軸加工が可能になり、近年では加工以外の工程もこなせてしまう機械が登場する等、日々進化を遂げています。
加工機は加工する金属、もしくは加工する工具を寸分の狂いもなく動かし、削ることで、ミクロン単位の加工精度を出すことができますが、時には重たい加工物を低速で、時には軽い加工物を高速で、高精度に動かすため、単純な作りではありません。その動かし方にはいくつか方法があり、動かす機構のことを「案内面」と呼びます。今回は摺動面オイルに焦点を当てますが、その前に案内面の種類とその潤滑方式についてご説明いたします。
案内面の種類
1. 動圧滑り案内
図1. 動圧滑り案内のイメージ図
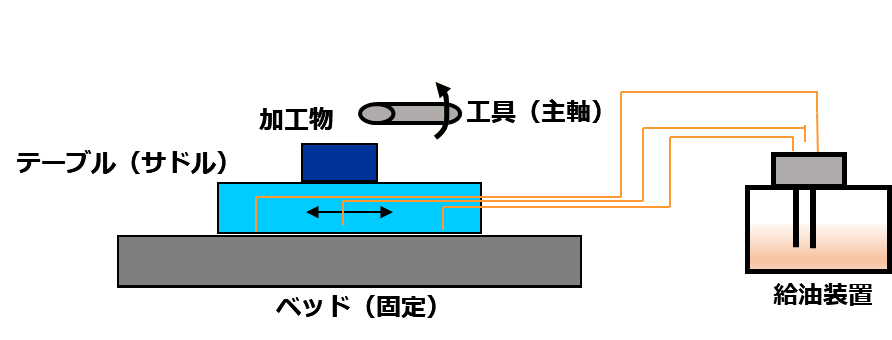
動圧滑り案内は摺動面専用オイルを案内面に供給し、オイルの潤滑性を利用し案内面をすべらせる方式です。きさげ加工という非常に微細なオイル溜りが作られており、そこに一定時間ごとに一定粘度の潤滑油を供給することで滑り特性を維持します。多くの機械はオイルが全損式のためタンクへの定期的な補充が必要です。接触面積が比較的大きく、重たい加工物を扱う場合や、切削時に大きな圧力がかかる場合でも耐性があり(剛性が強い)、精度を維持できるという特徴があります。
2. 転がり案内
図2. 転がり案内のイメージ図
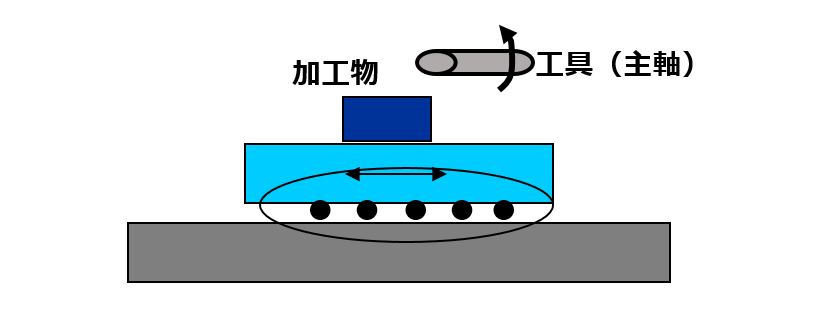
転がり案内は、ころ(もしくは玉)を案内面上で転がし、低い転がり抵抗を利用する方式で、リニアガイドを使用します。摩擦抵抗が小さいため、比較的小さな切削力で高速送りが必要な箇所に適しています。一方、接触面積が小さく動圧滑り案内と比較すると耐えられる衝撃には限界があり、主に小型から中型の機械に採用されるケースが多いです。リニアガイドの潤滑にはグリースが使われることが一般的です。
3. 静圧案内
図3. 静圧案内のイメージ図
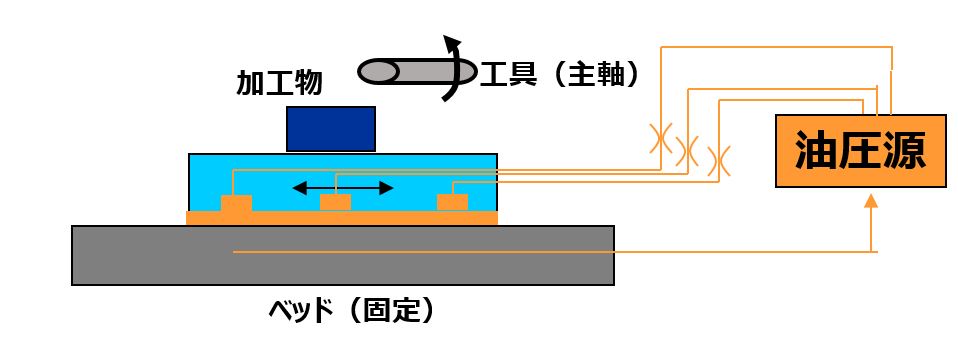
静圧案内は、動圧滑りよりもさらに大型の加工機に採用されることが多く、油圧の力でテーブルを浮上させ摩擦抵抗を下げる方式で、より大きな加工物を扱うことができます。オイルには油圧作動油としての性能が求められます。
いずれの案内方式も適材適所に活用されておりますが、よりオイルの性能が加工精度に影響しやすい動圧滑り案内において、摺動面オイルに求められる性能を見てみましょう。
摺動面オイルに求められる性能
動圧滑り案内面で使用される摺動面オイルにとって最も重要なことは、高い加工精度を作り出すことです。摺動面オイルが直接加工物に触れるわけではありませんが、「加工物が機械の指令通りに、正しい場所に移動する」ことが求められ、ベッドとテーブルの潤滑を担うオイルにもスムーズに動くための適切な摩擦特性が求められます。その時、性能の低いオイルを使用するとスムーズに動くことができず、動く・止まるを繰り返してしまうことがあります(びびり・スティックスリップ)。この差は目に見えない程の小さなものではありますが、精度を求める加工の場合は致命的な差となり、不良品の発生に繋がることもあります。
では、オイルによる「精度」の差は、どのように比較すればよいのでしょうか?
摺動面オイルの精度に関する比較
摺動面オイルには指令通りに一定速度で動くよう、摺動面で低摩擦であることが求められます。摩擦が高いと、スティックスリップという現象が起きます。スティックとは「付着」、スリップは「すべり」という意味で、止まる・動く、を繰り返してスムーズに動けないことを意味します。その性能を見るための試験として、シンシナティ スティックスリップ試験があげられます。
図4. シンシナティ スティックスリップ試験の概要
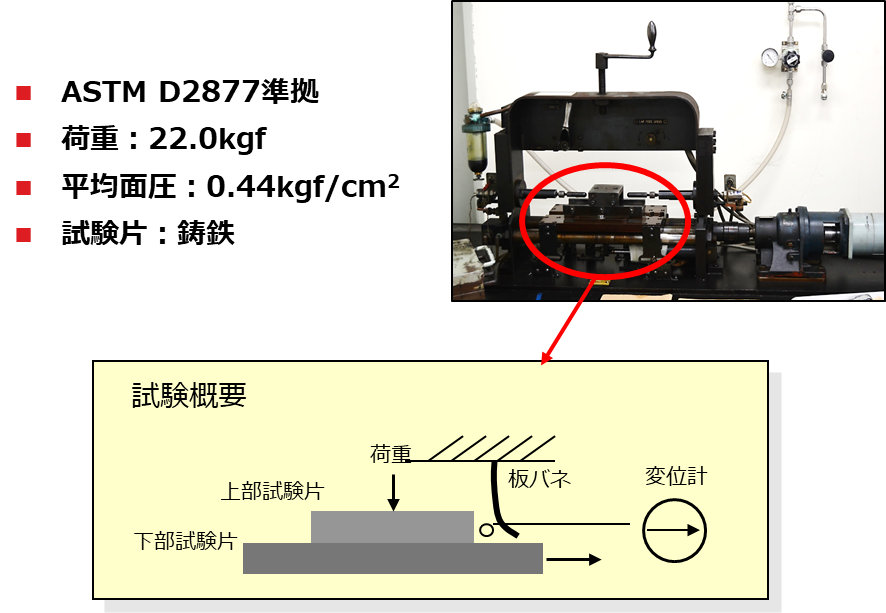
スティックスリップ試験機は、図4のように試験片が2枚重なっており、その間を摺動面オイルが潤滑します。下部試験片のみを動かし、板バネにどれくらいの力が加わるかを見る試験です。摺動面オイルが低摩擦性能に優れていれば、板バネにかかる力は小さく、上部試験片は下部試験片の左側にスムーズに移動していくことがイメージできますでしょうか。そして、この上部試験片が動いている時のバネ変位の大きさから求めた摩擦の大きさを動摩擦係数(μk)、止まった時の摩擦の大きさを静止摩擦係数(μS)と定義します。一般的な物理の世界で呼ばれる静止摩擦係数は動き始める直前の摩擦の大きさを意味しますが、それとは定義が異なります。また、一般的な物理の世界では、静止摩擦係数>動摩擦係数となりますが、スティックスリップ試験では逆になります。
図5. スティックスリップ試験結果
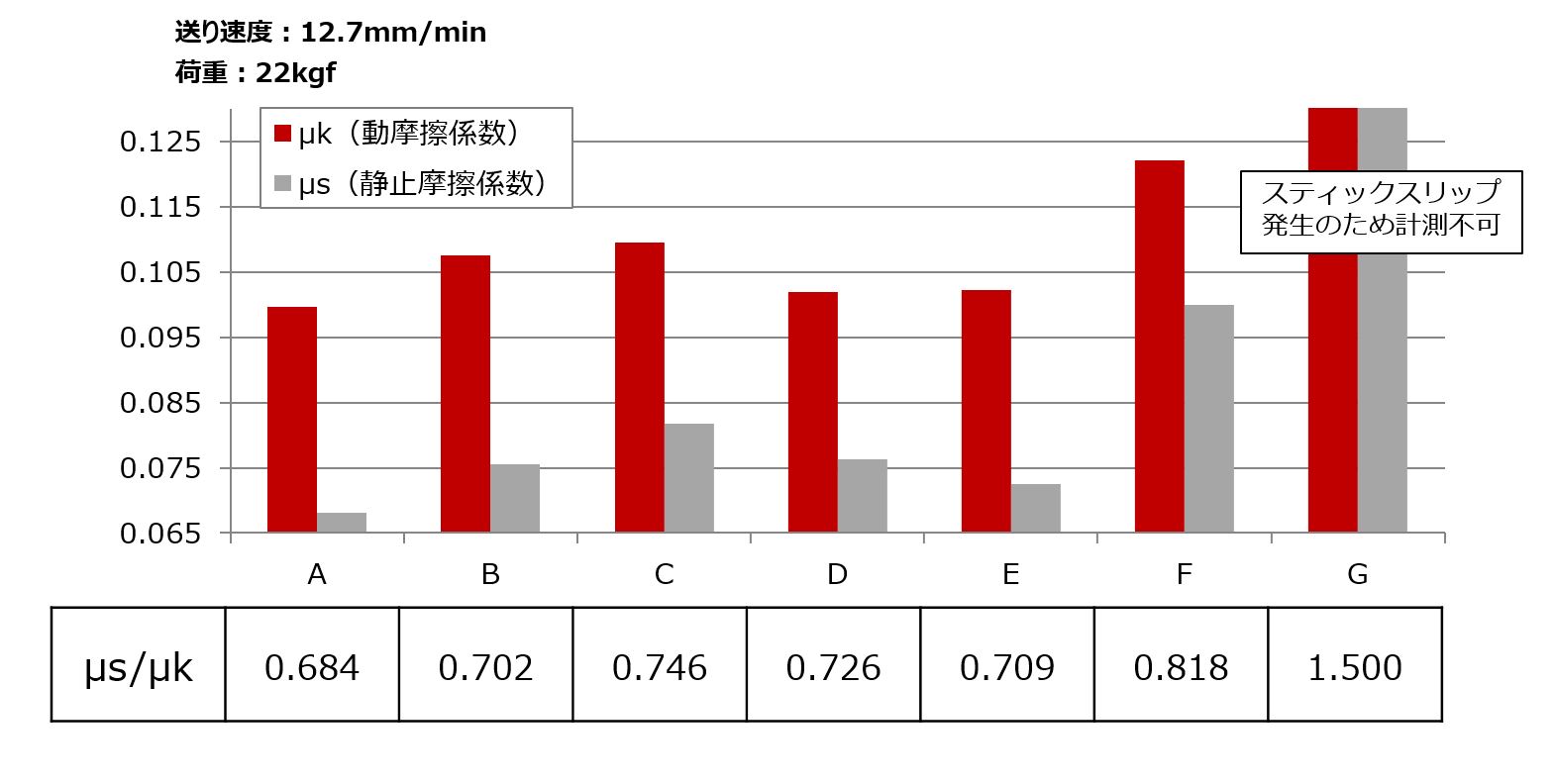 AからGまで複数のオイルの結果を図5に示していますが、オイルによって結果は大きく異なることが分かります。グラフの見方ですが、摩擦が小さい方が指令通り滑らかに動かすことができるため、μk、μsどちらの値も小さい方が好ましいと言えます。ただ、それだけではなく、μs/μkの値をスティックスリップ比と呼び、この値が小さいことが重要です。一般的にはこの値が0.8以上になるとスティックスリップが発生する可能性が高くなると言われており、数値が低い程良いとされています。もちろん機械によって異なりますので、0.8以上のオイルを使用すると必ずしもスティックスリップが発生するわけではありませんが、相対的に比較するための指標として活用することができます。
AからGまで複数のオイルの結果を図5に示していますが、オイルによって結果は大きく異なることが分かります。グラフの見方ですが、摩擦が小さい方が指令通り滑らかに動かすことができるため、μk、μsどちらの値も小さい方が好ましいと言えます。ただ、それだけではなく、μs/μkの値をスティックスリップ比と呼び、この値が小さいことが重要です。一般的にはこの値が0.8以上になるとスティックスリップが発生する可能性が高くなると言われており、数値が低い程良いとされています。もちろん機械によって異なりますので、0.8以上のオイルを使用すると必ずしもスティックスリップが発生するわけではありませんが、相対的に比較するための指標として活用することができます。
オイルの選定で考慮すべきこと
上記で説明しました通り、同じ摺動面オイルと言っても性能は様々です。適切なオイルを選定するためにまず大事なことは機械メーカーが推奨するオイルを使用することです。ただ、推奨されているオイルは年々変わっており、もし機械を購入してから月日が経過している場合は、最新の推奨を確認することも大事なことです。また、高い精度が必要な状況では、上記のような試験結果を基にオイルを選定することや、機械メーカーの試運転油や初充填に使われているオイルが何かを知ることができれば、それと同じオイルを使用することで機械の性能を100%引き出すことができると言えます。このような情報を開示していないケースもありますので一概には言えませんが、オイルについて相談ができる問い合わせ先があれば、これらの情報を確認してみてはいかがでしょうか。
まとめ
加工機のタイプは様々ありますが、動圧滑り案内面を持ち摺動面オイルを使用する機械では、精度の観点でオイルの選定が非常に重要になります。推奨油、試験データ、採用実績などの情報を集め、ぜひ適切なオイルを選定してください。
機械メーカーの採用実績No.1の弊社摺動面オイルはこちら:シェルトナS3M
ご不明点ございましたら、下記までお問い合わせくださいますようお願いいたします。
\ 電話窓口 : 9:00-17:30(平日) /
0120-064-315
お問い合わせはコチラ
セミナーや新製品のお知らせがいち早く届く!
メルマガの登録はコチラ